注:本文(wén)主要講解冷彎成型機的軋輥調試方法,未經許可(kě)不得轉載,違者必究!
一、微調:
當生産(chǎn)出來的冷彎型材不合格時,請從微調開始,不要一出問題就全部重新(xīn)調整一遍軋輥,請切記這一條,不然調亂後可(kě)能(néng)很(hěn)難重新(xīn)調整好。
1、檢查螺絲松動方式微調:
請先檢查下排冷彎軋輥的左右螺母(如圖一位置)、上排冷彎軋輥的向下壓緊螺絲是否有(yǒu)松動(如圖二位置)。
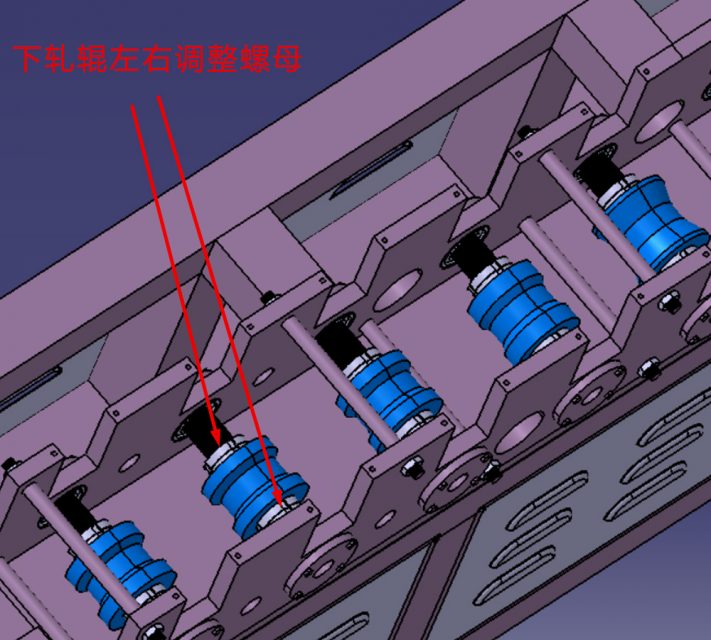
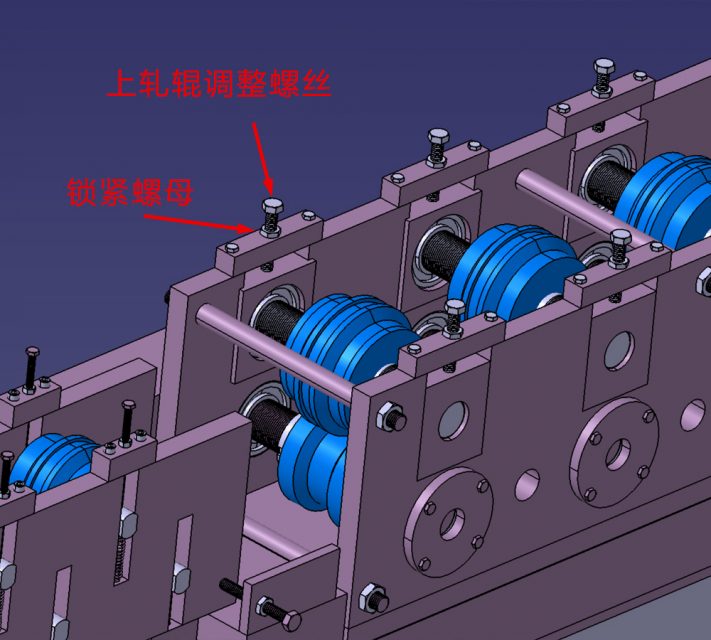
可(kě)以先用(yòng)手去旋轉,看是否有(yǒu)松動的,如果用(yòng)手檢查不出來,那接下來用(yòng)鑿子與鐵錘(下輪螺母用(yòng))慢慢往緊的方向輕敲,或者用(yòng)扳手擰向下壓緊螺母(往緊方向輕輕擰),如果有(yǒu)出現松動的,則是對應輪子走位了。能(néng)确定哪些輪子走位,微調回到原位即可(kě)。也可(kě)以根據産(chǎn)品問題來決定是檢查下輪還是檢查上輪,如出現左右彎曲,則應先檢查下輪左右走位問題,如出現上下彎曲或者邊部波浪,可(kě)以檢查是不是某一組或多(duō)組軋輥上輪與下輪之間左右間隙不一緻,當然也不是絕對的,還得需要根據實際情況或者結合你的經驗去判斷。經過上面微調的講解心得,所以建議我們平時使用(yòng)冷彎成型機時,要特别注意維護保養,經常定時檢查能(néng)活動的部位是否有(yǒu)松動,即可(kě)以防患于未然。
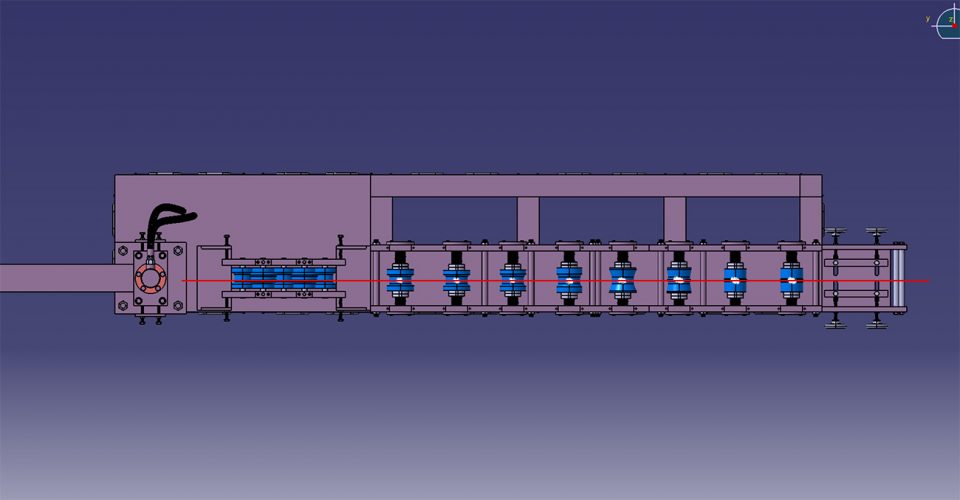
2、使用(yòng)點動方式進料檢查每組軋輥情況:
使用(yòng)點動慢慢進料,按順序依次檢查每組軋輥,看看軋輥有(yǒu)沒有(yǒu)左右移位,或者上下軋輥間隙不一緻的情況。當材料進入到軋輥後,使用(yòng)鏡子和電(diàn)筒照射檢查。當材料準備進入軋螺或者剛好進入到軋輥時,可(kě)以大概看出來軋輥有(yǒu)沒有(yǒu)走位,特别是走位嚴重的更容易看出來。當材料進入到軋輥,一邊用(yòng)鏡子,一邊用(yòng)電(diàn)筒照射,通過透光可(kě)以檢查出上下軋輥之間的間隙。
二、大調:
當走位的冷彎軋輥太多(duō),無法通過微調調整回來時,側需要大調整,把全部輪子重新(xīn)調整。
1、調整下輪:最終目标把所有(yǒu)下輪的軋輥中(zhōng)心點全部調整回到一條直線(xiàn)上。調試步驟如下:
A、使用(yòng)色筆(bǐ)或者粉筆(bǐ)在每個下輪的中(zhōng)間塗抹一個區(qū)域,然後使用(yòng)圓規刀(dāo)(劃線(xiàn)規,如圖三)在每個下輪(塗抹了色筆(bǐ)的地方)劃出中(zhōng)心線(xiàn)(如圖四)。

B、在夾闆兩頭确定中(zhōng)心點(可(kě)以在夾闆兩頭固定一個木(mù)條,木(mù)條基本與下軋輥的上面水平,然後在木(mù)條上确定中(zhōng)心點,或者可(kě)以使用(yòng)其它辦(bàn)法),然後在兩頭中(zhōng)心點拉一條直線(xiàn),如圖五。
C、把所有(yǒu)下輪的中(zhōng)心點全部調到直線(xiàn)上,這樣就可(kě)以把下輪調整好,調整的時候一定要認真細心,否則裝(zhuāng)完上輪後又(yòu)得拆出來重新(xīn)調下輪。
2、調整上輪:最終目标是所有(yǒu)上軋輥與下軋輥間隙一緻。
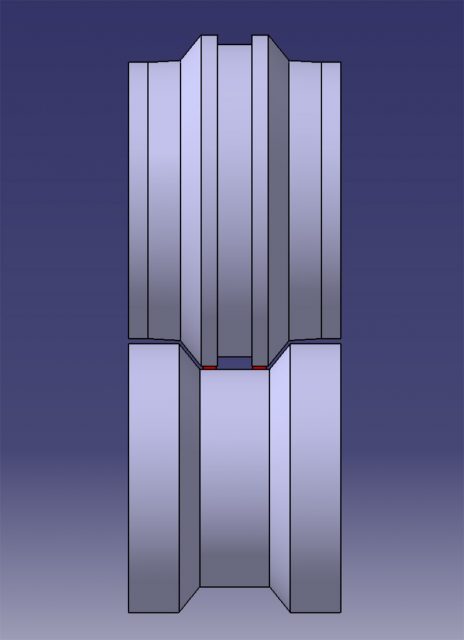
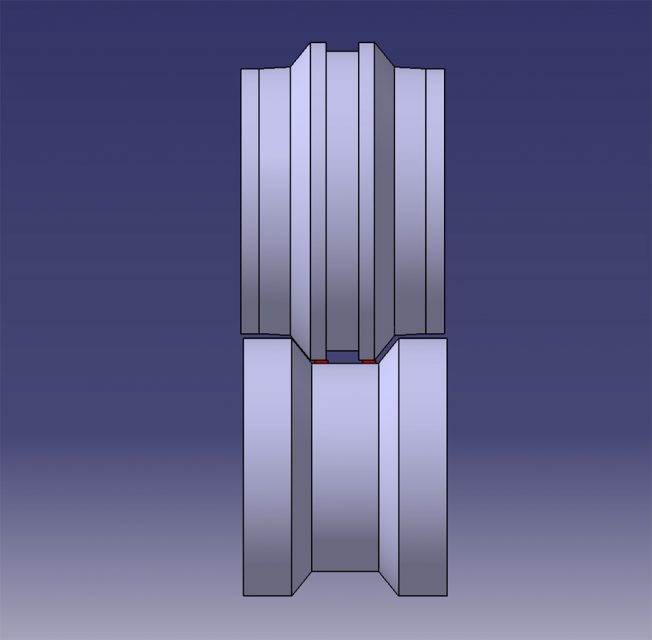
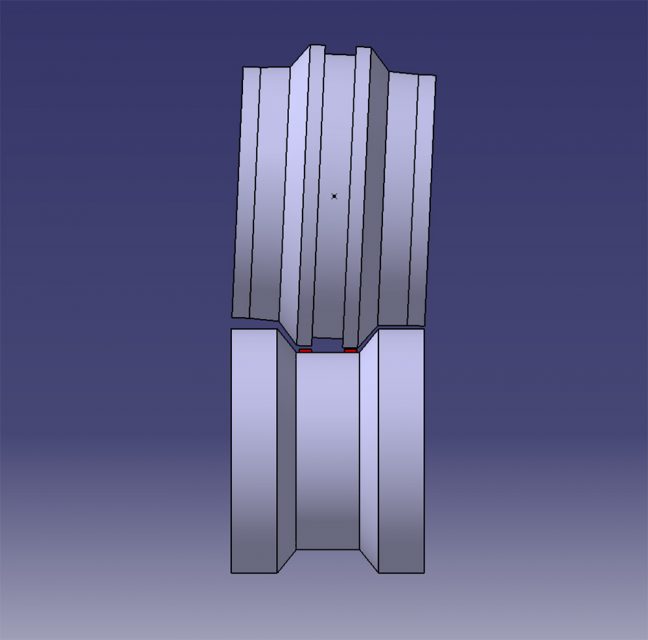
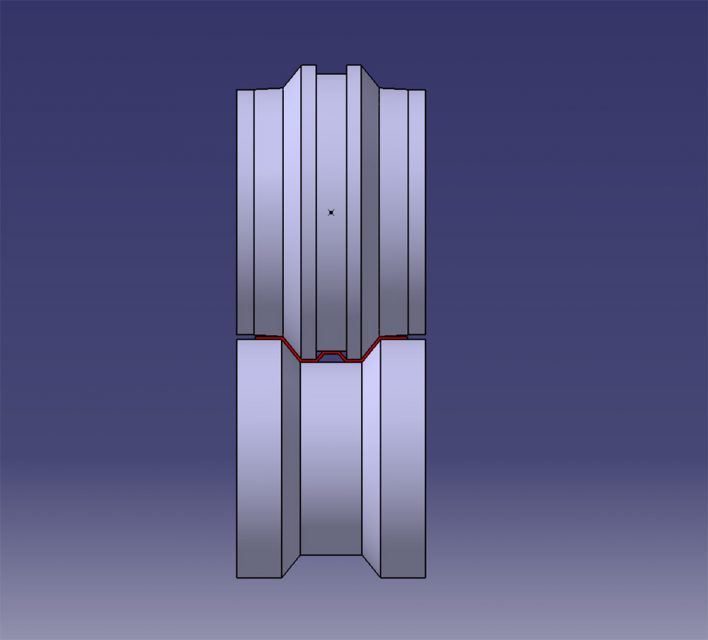
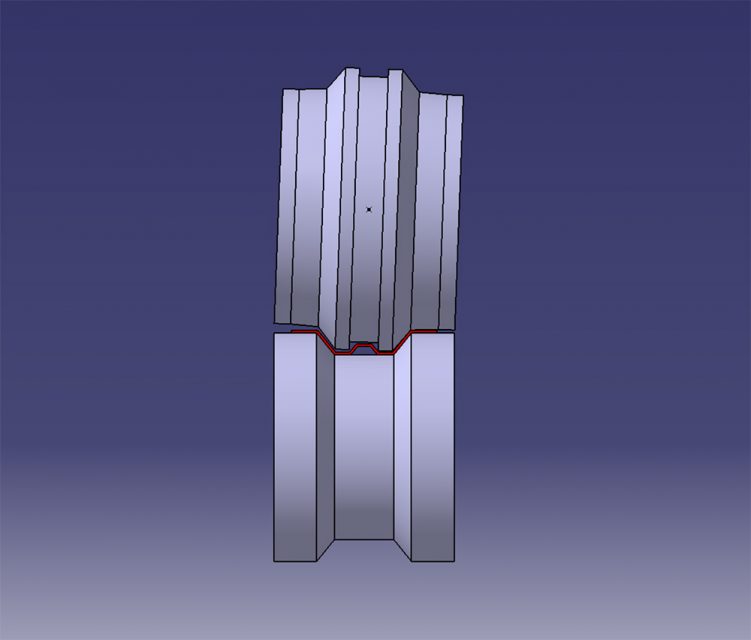
A、使用(yòng)塞尺調試:如圖六,把塞尺塞入上下輪之間,然後輕擰如下圖的螺絲,擰到稍受力即可(kě)(或者先擰緊再松半圈,這個要靠手感,慢慢總結經驗),主要目的是調試軋輥左右兩間隙一緻,然後可(kě)以用(yòng)鏡子放下去檢查間隙,用(yòng)電(diàn)筒在軋輥對面照射,可(kě)以更清楚的看到調整後的間隙情況,如圖六為(wèi)正确調試,圖七、圖八為(wèi)錯誤調試。
B、過型材調試:從入料組開始調,按順序一組一組調,每調完一組,用(yòng)點動方式進料,當料進到下一組的時候,調對應組的上輪(如圖九),擰螺絲的力度參考上一條A。
結語:要想成為(wèi)一個合格的冷彎成型機調試師傅,需要時間總結經驗,培養一個調試人員并不容易。所以,企業需要培養的調試人員必須要謹慎選擇,應該選擇工(gōng)作(zuò)穩定,不随意離職,而且腦子比較靈活,有(yǒu)耐心、能(néng)吃苦、細緻認真的人員去培養。